ТЕХНОЛОГИИ В ПРОМЫШЛЕННОМ ПРОИЗВОДСТВЕ. ТОЧЕНИЕ
Этот документ содержит основную информацию в области производства деталей технических изделий методом точения. Технология описана с пометкой отдельных пунктов приведенными хештегами.
(#Т_иннов_технология)
(#Т_иннов_описание)
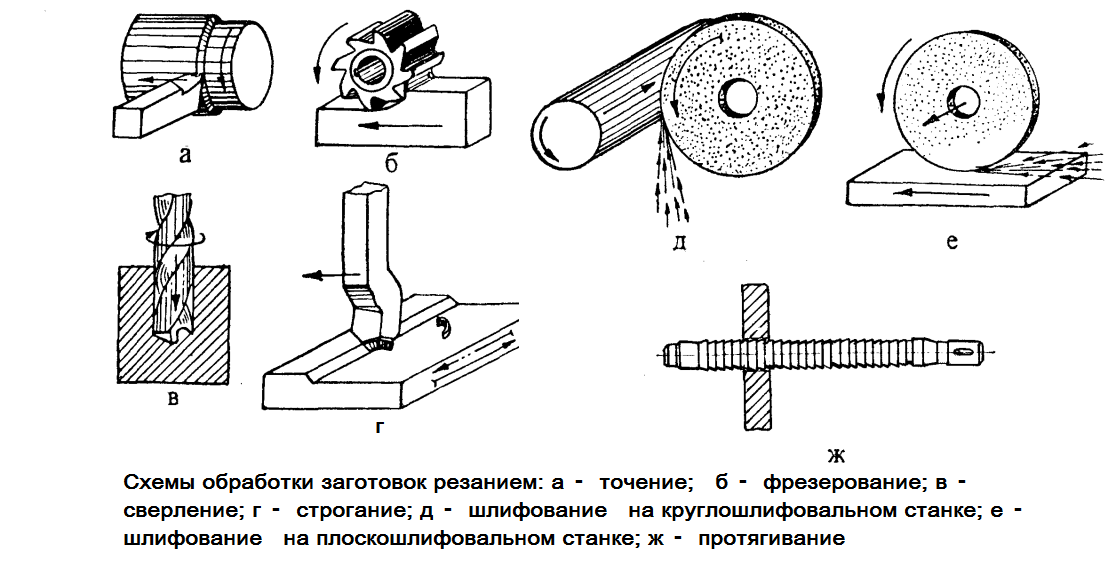
2.1. Обработка резанием – это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхности заготовки режущим инструментом слоя материала технологического припуска в виде стружки на металлорежущих станках и является основным методом окончательной обработки детали.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
(#Т_иннов_назначение)
(#Т_иннов_материалы)
Металлы, древесина, полимеры
(#Т_иннов_процессы)
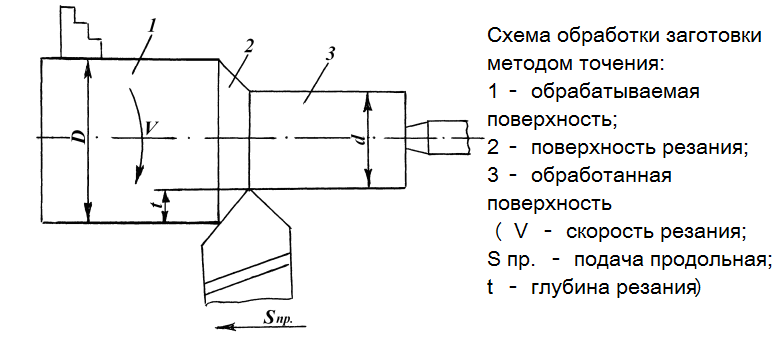
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей - по методу следов, при поперечной подаче инструмента - по методу копирования.
(#Т_иннов_серийность)
В зависимости от выбранного изделия. Наиболее распространенное - массовое. Зависит от типа обработки - ручная или на станках с ЧПУ
(#Т_иннов_обеспечение)
(#Т_иннов_оборудование)
Металлорежущий\деревообрабатывающий токарный станок, лезвийный инструмент (резец).
Важно отметить разницу применения станков с ручной обработкой и станки под управлением ЧПУ. Точность и скорость обработки станков с ЧПУ значительно выше.
(#Т_иннов_заготовка)
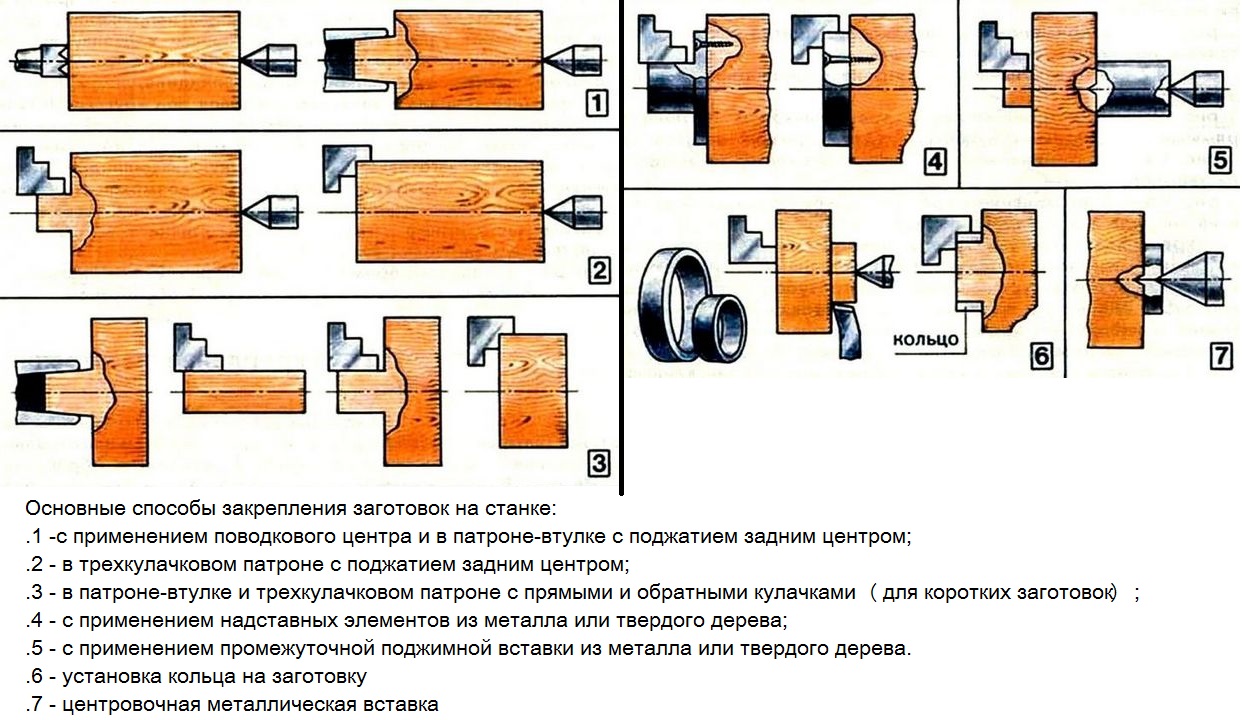
Заготовка цилиндрической или восьмигранной формы (для дерева) с центрирующим отверстием в торце для закрепления заготовки в задней бабке. Проточка противоположного торца для закрепления в передней бабке (возможен зажим патроном без проточки).
Для дерева необохдимо соблюдать влажность в установленных пределах.
Перепады температуры воздуха по высоте и по горизонтали, а также изменения температуры воздуха в течение смены при обеспечении оптимальных величин микроклимата на рабочих местах не должны превышать 2 °С. В цехе (мастерской) температура воздуха должна составлять 15—18° С, относительная влажность 40 - 60 %
Для охлаждения инструмента (ЧПУ) при работе применяется смазочно-охлаждающая жидкость.
(#Т_иннов_давление)
Отсутствуют. Есть производные - сила поджатия заготовки и глубина реза.
(#Т_иннов_ограничения)
Округлая форма заготовки, толщина заготовки, обработка внешней поверхности детали.
(#Т_иннов_иныетребования)
Скорость резания, подача, глубина резания и углы наклона резца высчитываются по формулам в зависимости от материалов заготовки и резца
(#Т_иннов_обработка)
При необходимости используются лакокрасочные материалы или защитные покрытия, шлифовка.
(#Т_иннов_характеристики)
На примере скалки (древесина).
(#Т_иннов_механика)
Гладкая. Стойкость к ударам, без применения ЛКМ впитывает влагу.
(#Т_иннов_оптика)
Глянцевая\матовая поверхность.
(#Т_иннов_проводимость)
Плохая теплопроводность для изделий из дерева. Диэлектрик.
(#Т_иннов_тактильность)
Гладкая, плохая теплопроводность
(#Т_иннов_признаки)
Отрез изделия от заготовки на торцах
(#Т_иннов_иныехарактеристики)
Легко утилизируется\перерабатывается
Описание носит общий ознакомительный характер.