#Т_иннов_описание Литьё полимеров под давлением — технологический процесс переработки пластмасс путём впрыска расплава полимера под давлением в литьевую форму с последующим его охлаждением. Процесс формования, когда для компенсации объемной и линейной усадки используется значительное давление расплава при заполнении и охлаждении в литьевой форме. Преимущество литья под давлением:
- универсальность переработки пластиков;
- высокая производительность;
- отличное качество изделий;
- возможность создания тонкостенных изделий или сложной конфигурации;
- не требуется дополнительная обработка продукта;
- автоматизация процесса. Минусы:
- машины достаточно сложные устройства в работе, стоят недешево;
- экономически не всегда выгодно.
2.1.Описание назначения
#Т_иннов_назначение Полимеры получили широкое распространение в производстве товаров народного потребления, легкой промышленности, медицине и других областях человеческой деятельности. Методом литья под давлением производится более трети от общего объема изделий из полимерных материалов. Изготавливаются изделия массой от нескольких десятых грамма - до нескольких килограмм, толщина стенок, как правило, составляет 3-6 мм.
2.2.Используемые материалы
#Т_иннов_материалы Термопластичные пластики (термопласты). Способны переходить из твердого состояния в пластичное, и обратно, под воздействием температуры. При обычной температуре термопласты находятся в твёрдом состоянии. При повышении температуры они переходят в высокоэластичное и далее — в вязкотекучее состояние, что обеспечивает возможность формования их различными методами. Эти переходы обратимы и могут повторяться многократно, что позволяет, в частности, производить переработку бытовых и производственных отходов из термопластов в новые изделия. Переработка термопластов в изделия не сопровождается необратимой химической реакцией. Пригодны к повторной обработке (формованию).
Полимеры-термопласты могут иметь линейное или разветвлённое строение, быть аморфными (полистирол, полиметилметакрилат) либо кристаллическими (полиэтилен, полипропилен). В отличие от реактопластов для термопластов характерно отсутствие трёхмерной сшитой структуры и переход в текучее состояние, что делает возможным термоформовку, литьё и экструзию изделий из них.
Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки, обладающих широким диапазоном механических и физических свойств. Термопластичные материалы сохраняют способность к повторной переработке после формования, а термореактивные при переработке претерпевают необратимые химические изменения, приводящие к образованию неплавкого и нерастворимого материала.
2.3.Описание технологического процесса
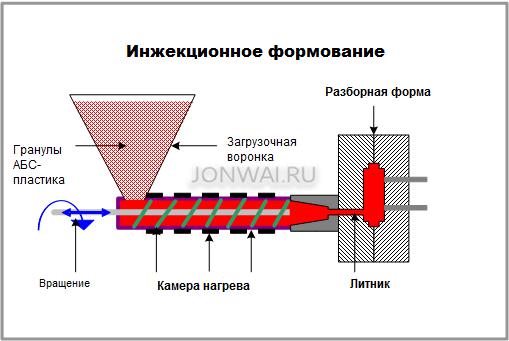
#Т_иннов_процессы В процессе литья специально подготовленный материал поступает в зону шнека машины, где плавится и гомогенизируется, а затем под высоким давлением впрыскивается в пресс-форму через литниковые каналы, заполняя с высокой скоростью её полость, а затем, остывая, образует отливку. Отверждение материала происходит сначала у холодных стенок полости формы, а затем распространяется в глубь тела отливки.
2.4.Серийность
#Т_иннов_серийность В связи с высокой производительностью и относительно высокой стоимостью оснастки в основном применяется при крупносерийном и массовом производстве изделий из пластмасс.
3.Требования по обеспечению производства
#Т_иннов_обеспечение Обслуживанием ТПА занимаются бригады, состоящие из операторов литейных машин (литейщиков), дробильщиков пластиковых отходов, наладчиков термопластавтоматов и операторов сушильных камер. Все эти специалисты получают допуск к работе только после прохождения инструктажа по технике безопасности.
Большой перечень опасных для человека производственных факторов. Инструкция по охране труда для литейщика пластмасс
3.1.Используемое оборудование
#Т_иннов_оборудование
Для литья пластмасс используется специальное оборудование:
- Легкие термопластавтоматы (ТПА). Они используются для изготовления пластиковых изделий методом литья под давлением при высокой температуре. Производство продукции в небольшом объеме;
- Средние литейные машины термопластов. Используются для серийного литья преформ, пробок, ручек для бутылок. Для изготовления полимерных изделий, брелоков, сувениров, игрушек;
- Тяжелые машины литья пластмасс. Используются для литья пластиковых изделий и конструкций к автомобилям, а также несущих пластиковых деталей. Тяжелое оборудование экструзионного выдува. Применяется для изготовления крупной промышленной тары;
- Экструзионно-выдувные машины. Необходимы дл изготовления тары для промышленности, канистр и емкостей. Объем тары может достигать 160 литров;
- Автоматы экструзионного выдува. Используются для изготовления бутылок, различной тары до 16 литров. Машины имеют высокую производительность;
- Легкие машины экструзионного выдува серия С. Производство полимерной тары небольшого объема до 2 литров. Компактное и экономичное оборудование. Могут применяться дл изготовления бутылок для бытовой химии, игрушек;
- Легкие экструзионно-выдувные автоматы серия В. Применяются для изготовления мелкой тары, сувениров и игрушек. Машина может производить за цикл два разных изделия одновременно.
3.2.Требования к заготовке
#Т_иннов_заготовка При формовании из термопластов необходимо использовать стационарные литьевые формы. Литьевая форма в основном состоит из неподвижной и подвижной частей, литниковой втулки, литниковой системы, выталкивающего устройства и охлаждающей системы. Конструкция литьевых форм должна отвечать следующим технологическим требованиям:
- одновременное заполнение гнёзд литьевой формы;
- равномерное давление впрыска (инжекция) и усилие подпрессовки для многогнёздных форм, чем достигается однородная плотность и размерная точность изделий;
- изменение размеров каждого вводного канала в литьевых формах для изготовления нескольких различных по величине деталей и в литьевых формах с последовательным расположением гнёзд одинакового размера для обеспечения одновременной отливки всех деталей, поскольку длина пути расплава к отдельным деталям различна;
- правильная гидродинамическая конфигурация разводящих литников, так как литник и разводные каналы единое целое с отливкой, литник должен быть коротким, коническим, круглым в сечении и подводиться в центре или в месте наибольшей толщины изделия.
3.3.Требования к температуре
#Т_иннов_температура Требования к соблюдению температурного режима важны. Расчитываются в зависимости от сырья и давления. Амплитуда 170-290 градусов Цельсия. Расчет процесса литья под давлением термопластов
3.4.Требования к давлению
#Т_иннов_давление Высокие требования к соблюдению режима давления в ТПА. Расчитываются в зависимости от сырья и его температуры плавления, см. ссылку выше. При заполнении формы расплавом и выдержке его в форме давление формования претерпевает следующие этапы:
-максимальное давление впрыска при движении расплава до поступления в литьевую форму;
-снижение давления литья за счёт встречных сопротивлений при наполнении литьевой формы расплавом;
-давление возрастает до максимального при уплотнении расплава и для большинства деталей из полистиролов, полиэтилена распределённое давление составляет от 250 до 350 кг/см 2 ;
-выдержка расплава в литьевой форме при максимальном давлении ( подпитка);
-давление гидравлической системы вызывает переход из материального цилиндра в литьевую форму некоторого количества расплава для пополнения объёма формы;
-давление в литьевой форме падает из-за частичного вытекания незастывшего расплава из литьевых каналов формы, период заканчивается закупоркой литьевых каналов отвердевшей массой;
-давление закупорки литьевых каналов является давлением отключения;
-в момент раскрытия литьевой формы термопласт находится под остаточным давлением.
3.5.Ограничения по форме и конструкции
#Т_иннов_ограничения Проблемы литья под давлением изделий из полимерных материалов: уплотнение Чтобы избежать деформации, необходимо предусматривать конструкцию изделия таким образом, чтобы оно равномернее остывало и усаживалось.
Из-за тонких стенок необходимо предусматривать ребра жесткости, чтобы избежать хрупкости при эксплуатации.
3.6. Иные
#Т_иннов_иныетребования
3.7. Постобработка
#Т_иннов_обработка В зависимости от способа получения и конструкции пресс формы готовые изделия могут требовать доработки в целях окончательного придания им потребительских свойств.
Детали, получаемые литьём под давлением, обрабатываются механическим путём (обрезка, откусывание литников, излишков материала по линии разъема формы, образующихся вследствие затекания расплава в неплотности сопряжений элементов пресс формы (облой), каплевидных наплывов на поверхности деталей (грат)) с помощью станков, приспособлений и инструмента, указанных в технологической карте обработки и упаковки. Кроме того, к доработке относятся раскрытие недооформленных отверстий, накатка резьбы и другие.
Термическую обработку деталей из термопластов следует применять для стабилизации размеров и уменьшения внутренних напряжений, для получения изделий с мелкокристаллической структурой. В зависимости от среды термообработки применять термошкафы с регулятором температуры до 200°С или специальные ванны.
4. Характеристики готовых деталей
#Т_иннов_характеристики Легкий эластичный кристаллизующийся материал с теплостойкостью отдельных марок до 110 оС.
Допускает охлаждение до -80 оС.
Температура плавления марок: 120 - 135 оС.
Температура стеклования: ок. -20 оС. Имеет очень высокую химическую стойкость.
Биологически инертен.
Легко перерабатывается.
4.1. Механические свойства
#Т_иннов_механика
Характеризуется хорошей ударной прочностью и большой теплостойкостью. Свойства сильно зависят от плотности материала. Увеличение плотности приводит к повышению прочности, жесткости, твердости, химической стойкости. В то же время при увеличении плотности снижается ударопрочность при низких температурах, удлинение при разрыве, проницаемость для газов и паров.
Наблюдается высокая ползучесть при длительном нагружении.
4.2. Оптические свойства
#Т_иннов_оптика Дает блестящую или матовую поверхность. Широкая цветовая палитра, возможно изготовление полупрозрачных и прозрачных изделий.
4.3. Тепло/электро проводность
#Т_иннов_проводимость Теплопроводность Обладает отличными диэлектрическими характеристиками.
4.4. Тактильные
#Т_иннов_тактильность Изделия твердые, гладкие
4.5. Внешние признаки применяемой технологии
#Т_иннов_признаки Материал - пластик. Следы литников и толкателей на изделии.
Тонкие стенки.